Welding heating pipes is the main method for assembling household and industrial communications. Connections of this type do not require any maintenance, like glued or threaded joints, but they are subject to constant thermal and mechanical stress. Based on this, you need to carefully select tools, materials and carefully observe the technology of welding. Violation of the rules for joining metal leads to the appearance of cracks and the development of corrosion. If you plan to do this procedure yourself, you should figure out what methods are used to weld heating, as well as professional techniques to achieve a high-quality and durable result.
Set of tools and equipment

Prepare tools and protective clothing for welding
Welding heating pipes with electric welding begins with the preparatory stage:
- Preparation of the master. It is necessary to properly equip the workplace, ensure compliance with safety measures, if necessary, re-read the instructions for handling equipment and materials. To weld pipes with electric welding, protective devices will be required. These include a special fireproof suit (pants, jacket, hat with livery), mask, shoes and leggings. You need to take care of good ventilation.
- Preparation of tools and materials. Attention should be paid to every little detail, since the convenience of work and the quality of the final result depend on it.
To weld heating, you need the following tools and devices:
- welding machine with a spare holder;
- grinder with cutting and grinding discs;
- metal brush;
- sandpaper of different grain sizes;
- a hammer;
- stock of electrodes;
- vice;
- clamps;
- steel or asbestos-cement sheets to protect walls from metal drops and soot;
- a tarp to cover the flooring.
Before welding pipes with electric welding, it is necessary to check the compliance of the cables, sockets and machines in the shield with the indicators of the prepared apparatus. They have to be powerful enough to withstand the heavy loads that even household equipment imposes.



Sequence of work when replacing radiators
Installation of heating batteries using gas welding must be carried out by a qualified welder with appropriate education and experience of many years of work. Also, a prerequisite is the use of high-quality equipment that makes it possible to make a welded seam of the required reliability and strength and meets safety requirements.
Note! If it is supposed to use gas welding to replace batteries in an apartment, then before starting work, it is imperative to obtain the necessary permits for this. Given the current ban on welding in apartment buildings, without appropriate approvals, instead of heat and comfort, you can get impressive fines from new radiators.
Everything you need to work
- Draining the coolant from the system. If this is not done in the prescribed way, then the drain will occur during the dismantling of the old radiator right in the room where the work is being carried out. In a private house, as a rule, it is quite easy to remove water from the heating system using a dedicated tap.
- Dismantling old batteries. The actions are quite simple - the pipes are cut with an ordinary grinder. This should be done as carefully as possible so that the installation of new heating devices does not cause difficulties and goes quickly.
- Packing a new battery. You can do this yourself. Only a few materials are required - investment paste, an adjustable wrench, flax, a set of pipe nuts in the system. Nuts, sealed with flax and coated with paste, are screwed onto pipes that protrude from the radiator. Then, from the side of the connection with the pipes of the system, an American (ball valve with a squeegee) and a Mayevsky crane are installed.
- Installing a new battery. As a rule, it is installed in place of the old one. The connection is made by screwing the valve into the pipe, then connecting with the American and fitting the heating system pipe to be welded to the riser. Then the welding process itself follows, and a jumper and a crane are installed on it. The lintel will create additional water circulation, and the tap can be mounted on it if desired.
- the highest possible heat transfer;
- resistance to pressure drops;
- impressive working life;
- technological adaptation to operating conditions;
- injury safety, ensured by the smoothed corners of the radiator grille and the optimal temperature barrier;
- graceful appearance.
We use a pipe bender
Qualified specialists
Quality consumables
Replacing the heating radiator from 5000r.
Replacement of 5 or more sake - 5000 ₽ / pc *
Replacing 4 radiators - 5500 ₽ / piece * Replacing 3 radiators - 5800 ₽ / piece * Replacing 2 radiators - 6000 ₽ / piece *
Replacing the 1st radiator - 6300 ₽ / pc *
* Full construction;
- Work (dismantling - installation)
- Consumables (pipe, Unipak paste and sanitary linen)
* Guaranteed against leaks - 5 years
* Fixed price (does not change after the end of the work)
* We will calculate the cost of work in 10 minutes using a photo
Cheap does not mean high quality - Press!
The final cost of installation is calculated individually, according to a photograph or after the departure of the master to the object, and also depends on the complexity of the work performed!
Welding of leads for a radiator with the installation of cranes from 4000r.
To dismantle old heating devices, it is necessary to drain the coolant from the heating system. The easiest way to perform this procedure is in a private house, using a crane, the presence of which is provided even at the stage of designing an autonomous heating system. In an apartment building, you will need to call a representative of the service organization or management company.
Dismantling the old heating device with the help of a grinder, which is available to every lover of do-it-yourself repair work. In this case, the master works without protective equipment - this cannot be done
After draining the coolant, they begin to dismantle the batteries that have served their life. A regular grinder is used to cut pipes. The cut must be neat and direct so that the installation of new heating devices can be carried out without unnecessary difficulties.
Then the new battery is packaged, and this procedure can be performed by the owner of the apartment himself. In this case, it is necessary to stock up on some materials: investment paste, flax, a set of nuts for pipes, an adjustable wrench. The nuts are sealed with flax, coated with paste, and then screwed onto the pipes protruding from the radiator. Then, from the side of the fastening with the pipes of the heating system, a ball valve with a squeegee, called an American, is installed, as well as a Mayevsky crane.
Assembling a new bimetallic heating radiator from separate sections using nipples with a seal
Next, they begin to install a new battery, installing it in place of the old radiator. They begin to weld the squeegee screwed into the battery to the heating system. For better circulation of the coolant between the pipes (suitable for the battery and outgoing from it), a jumper pipe is welded.
A true master of his craft will carefully install a new battery like this. The owners only have to paint the replaced pipe sections, after which no one will even guess about the installation work
As you can see, the process of replacing heating devices is a serious and very responsible business. Therefore, to carry out the work, it is worth contacting the housing office in writing.The owner of the apartment writes a request statement in which he describes the problem and the need to shut off the heating system in an apartment building.
Employees of the housing office will consider the application, give permission and agree with the applicant on the date of the installation work. Next, you need to wait for the plumber, who will be sent by the housing office to the address indicated in the application. The plumber will turn off the heating system and carry out all the necessary work. Upon completion of the radiator replacement procedure, the specialist will necessarily test the system in a test mode to ensure the quality of the service provided to the applicant.
In some housing offices, they may require documents from which you can find out the technical characteristics of the installed heating elements. Such documents may include a technical passport, as well as a description of pipes and batteries.
Today our company works with bimetallic radiators presented by the most successful innovations in the heating equipment market. It is these products that are rightfully considered the leaders of modern heating systems, capable of providing an optimal microclimate with high efficiency for many years. The main priorities of bimetallic radiators:
Read more: Built-in dishwashers Electrolux 45 cm: which one is better to choose
All radiators of this type are manufactured under automated quality control conditions, so the user has at his disposal reliable, tested heating modules.
Let's try to figure out how they differ from each other, what are their pros and cons. With this information, you will be able to choose a radiator that meets your needs and is suitable for use under specific conditions.
Plastic pipe welding technology

A special apparatus is used for welding polypropylene pipes
Polypropylene is gradually replacing steel, since it has a number of positive characteristics at a relatively low cost. Plastic piping is designed for high pressure, lightweight, smooth inner walls and excellent appearance. But the pipeline will perform its functions effectively if all joints are strong and tight. It should be borne in mind that when hot water is passed with a temperature of over 110 degrees, the polymer becomes soft and begins to increase in size. Therefore, for the installation of heating, only products reinforced with fiberglass or aluminum foil are used.
A special soldering iron is used for joining the links. The device is double-sided, on one edge there are nozzles for the external, and on the other - for internal heating of the joined parts.
To connect them, the following fittings are used:
- couplings;
- adapters;
- corners;
- tees;
- crosses;
- threaded flanges for connection to the heating battery.
When soldering polypropylene communications, the principle of diffusion under the influence of heat is used. The edges of adjacent links melt, the substance mixes and forms a monolithic compound.

During the welding process, the joint turns into a monolithic joint
The process of welding polymer parts is carried out according to the following method:
- Drawing up a piping diagram for the heating system.
- Sawing workpieces of a certain length. Correction is made for the amount of immersion of pipes in the holes of the fittings and the dimensions of the fittings themselves.
- Warm up the soldering iron until the green indicator lights up. This is evidence that assembly can begin.
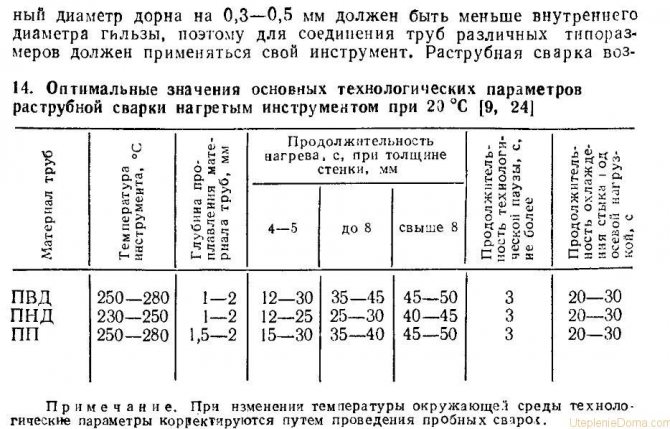
- Attachment of parts to the device on the branch pipes of the corresponding diameter. They need to be heated in accordance with the indications of the table with which the equipment is completed.
- Pipe and fitting connection. This is done strictly in one direction, until the inner part rests against the locking tab in the fitting. You cannot rotate the products, move them back and forth. Correction for the joint angle is allowed.
- Cooling. It is necessary to maintain the joint in a static position for as long as prescribed in the instructions for the device. Only then can the assembly continue.
Unlike metal pipes, polymer pipes need support for vertical and horizontal purlins. Every 100-150 cm they are fixed to the walls with plastic spacer clamps. After assembly, polypropylene communications do not need additional finishing and subsequent maintenance.


What is needed for welding
To complete the welding process, you will need special equipment and some skills:
- For welding, machines of the following design are used:
- with electrodes for connecting metal pipes;
- an apparatus resembling a soldering iron for joining plastic parts.
- Requirements for professional skills:
- electric welding of metal pipes requires experience with rather complex welding equipment;
- even a non-professional can carry out the process of connecting polypropylene pipes through electrofusion in a quality manner.
Metal pipe welding technology

Gas welding technology is used for copper pipes
In order for the connection to be strong and tight, it is necessary to prepare the system parts before installation. It is necessary to check the evenness of the edges, chamfer and grind the metal at a distance of 10 mm from the cut. After that, you need to treat the cleaned places with a solvent in order to degrease them.
To weld pipes for various purposes, electrodes with the following coating composition are used:
- rutile acid (RA) - for the installation of cold and hot water supply in the public sector;
- rutile (RR) - for the assembly of heating systems operating under high pressure;
- rutile-cellulose (RC) - used in structures requiring high reliability of joints;
- universal (B) - for the assembly of all types of pipelines in the residential sector and in production.

Cold welding can be used to temporarily join pipes
You can cook metal pipes using the following technologies:
- Electric welding. It is carried out manually or using a machine. The principle of operation is based on the creation of an electronic arc that occurs during a short circuit. This process is accompanied by the release of a large amount of heat, causing the metal to melt. Consumable or non-consumable electrodes are used to create a seam.
- Gas welding. The pipe joints melt under the influence of the burning gas, simultaneously with the imposition of a metal on it, which acts as a coupling. A monolithic joint is formed, which has a homogeneous structure with adjacent parts.
- Cold welding. This method is used when installing low pressure pipelines or repairing them in hard-to-reach places. The essence of the method consists in wrapping a bandage impregnated with a fast-setting adhesive around the knock.
The choice of the option is correct if it corresponds to the characteristics of the system and the characteristics of the coolant.
PVC pipe
| PVC pipe 160х3.6х1,000m | PC | 264,37 |
| PVC pipe 160х3.6х2,000m | PC | 503,75 |
| PVC pipe 160х3.6х3,000m | PC | 775,41 |
| PVC pipe 50х3,2х0,500m | PC | 42,30 |
| PVC pipe 50х3,2х1,000m | PC | 70,68 |
| PVC pipe 50х3.2х2,000m | wt | 131,85 |
| PVC pipe 110х2,7х1,000m | PC | 104,87 |
| PVC pipe 110х2,7,000m | PC | 195,12 |
| PVC pipe 110х2,7,000m | PC | 298,25 |
Calculating the cost of heating
Heating system repair cost
Water supply installation cost
Engineering systems: heating water supply:
- Welding pipes The success of such a complex connection largely depends on the correct choice of pipe welding method, which is chosen for a particular type of metal. In general, electric arc welding is recognized as the best option for connecting pipes. But this can only be done by a welder who has at least a minimum ...
- Welding of steel pipes Welding of steel pipes remains the most popular - both in production and in everyday life. The qualifications of the welder play an essential role here. As for welding equipment, electric welding, gas welding and semiautomatic devices are used. Before starting welding, a preliminary thorough cleaning of the edges from contamination is carried out ...
- Welding vertical pipes In some cases, welding can be very difficult. So, for example, it is difficult to cook pipes that are in an upright position. Such welding can be equated to welding horizontal pipes, but you have to constantly change the angle of inclination of the electrode relative to the pipe, rotating it around the perimeter ...
- Welding of galvanized pipes The special welding technology of galvanized pipes allows them to be joined without damaging the zinc coating. A flux is applied to the joining site, which provides protection against coating burnout. Under the flux layer, zinc first becomes viscous-liquid due to heat, then it melts, but does not burn out and ...
- Welding of shaped pipes The main method of welding of shaped pipes is the usual butt joint. It is performed using the arc or gas method, but due to its simplicity and high-quality seam, the first of them is more common. However, electric welding of a shaped pipe requires at least a little experience of the welder. Much depends ...
- Welding gas pipes Real professionalism requires welding gas pipes, which is quite dangerous. You need to work quickly and efficiently. Before starting the connection, the edges of the pipes are processed: they are cleaned of contamination. If the pipe is thick-walled - more than 4 mm, then the edges are beveled to facilitate heating of the metal in place ...
- Welding of pipes by manual arc welding Professionals advise to make a triple seam when welding pipes by manual arc welding - it will be more reliable than a single one. It is most convenient for a welder to work with a swivel pipe. Welding of the so-called rotary joints is carried out as follows: first, one quarter of the pipe diameter is connected, then the pipe is turned ...
- Automatic pipe welding and preparation for welding Modern welding technologies have made great strides forward. One of the directions is automatic pipe welding. With the use of automatic welding, it became possible to eliminate a significant number of disadvantages that manual arc welding allows (heterogeneity of the seam, low reliability of the work performed). High-quality manual arc welding is possible only ...
- Welding vertical pipes The second and third seams are performed with slow movements. The beginning and end of the seam is offset by 3 centimeters. The last seam is made straight and at the end goes to the pipe itself - to the pure metal. If vertical pipes are welded in several layers, then it is necessary ...
- When welding a fixed pipe When welding a rigidly fixed pipe, a different technique is used: the first seam is led from the bottom up to half the diameter of the pipe, and then goes down, back to the beginning, the application of the second seam also starts from the bottom, but leads from the other side and in the opposite direction. Others ...
- Welding process Heating pipes should be welded with tacks. This is the butt joint technology. They are part of the seam. For their implementation, electrodes of the same type are used, which will be used for the main welding. If the diameter of the products is up to 30 cm, you can make four ...
- Welding of assemblies and parts After this stage, having made sure of the correct alignment of the joints, the seam is welded. Before the first pass, use electrodes with a smaller diameter, for example 3 mm.In this case, the chamfer is filled with welding material to a depth of 2/3 of the chamfer height. When the process is finished, it is necessary to clean the welded surface ...
- Welding of pipelines The method of electric arc welding of pipelines is often used in the installation or manufacture of technological lines. They are produced in direct or alternating current. Economical, and therefore more profitable, is welding with alternating current, because less energy is consumed. And the equipment is required more ...
- Features of manual arc welding It is performed in several passes, after each it is necessary to remove the slag. Each subsequent seam is made overlapping the previous one. This method allows you to achieve maximum tightness and reduces the likelihood of fistulas. We work around the clock DESIGN PRESTIGE LLC +7 495 ...
- Preparing for welding First you need to start preparing the pipes. The surfaces to be welded must be cleaned and degreased. This is the only way to avoid defects in the seams. Products must have an appropriate edge opening angle; perpendicularity to the plane of the end face of the product axis must be observed. Preparation of heating pipes for large ...
- Welding of water pipes and fittings Contents: [hide] Welding of pipelines: classification Process of butt welding of pipes Pipe welding: preparation of edges Preheating when welding pipes Welding of pipes: manual arc Welding of plumbing products Welding is the most popular method of installing pipe fittings, which is understandable. This is the most reliable mount, ...
- Corrosion protection of metal pipes Protection of metal pipes against corrosion Successful protection of metal water pipes from ... ...
- Welding of heating pipes Services for the installation of heating water supply DESIGN PRESTIGE LLC 8 (495) 744-67-74 In addition to fast and high-quality repair of heating pipes, we provide professional installation of turnkey heating systems. On our page on heating> resant.ru/otoplenie-doma.html
- Welding brazing copper pipes Since then, brazed copper has remained in Russia. In Moscow, not every organization is engaged in the production of plumbing pipes using copper brazing, this is a very responsible process and requires a qualified workforce. For a professional, soldering a copper pipe will not be too much effort, ...
- Purpose of metal pipes for boiler rooms The chimney is a kind of vertically arranged device, the purpose of which is to remove the resulting combustion products into the atmosphere. Pipes have different shapes, differ in design features, but in general, they perform almost the same function. The main purpose of structures of such a plan ...
Previous post Excavation work from the YUSTECH company.
Next post Preparation for welding
Classification of welds

With poor-quality welding, seam defects appear over time
The joint can be welded in different ways based on the design features and the thickness of the metal being processed.
There is such a classification of welds:
- In appearance, they are flat (normal), weakened (concave) and reinforced (convex).
- By length - solid (continuous, closed), discontinuous (dots, segments). In terms of length, the seams are subdivided into short (up to 25 cm), medium (26-100 cm) and long (more than 101 cm).
- On execution - horizontal (on vertical sections), vertical (on horizontal girders), ceiling (when the joint is made from below), bottom (electrode on top of the seam).
- According to the effective force - flank (along the axis), frontal (across the axis), oblique (across), combined (combination of types).
- By the number of layers and passes - single-layer (one pass) and multi-layer (several passes).
With the correct installation of the heating system, all of the listed seams can be performed. If necessary, welding is also carried out on the inside of the pipes.
Algorithm for gas welding
Gas welding works are carried out according to the following algorithm:
- first, steel parts are prepared for welding by cutting the seam;
- then they carry out welding work, choosing the most suitable type of welding seam from the three existing ones - ceiling, horizontal or vertical;
- then carefully examine the superimposed and cooled seam in order to identify weak points that need to be boiled again in order to prevent the appearance of microcracks;
- the surface of the weld is cleaned.
Gas welding can be used to connect metal parts, regardless of their size and shape. In the process of gas welding, the edges of the parts to be joined are melted, on which a special filler wire is deposited. Performance is achieved using acetylene and oxygen as well as proven solder.
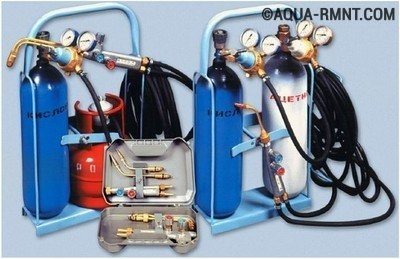
A set of equipment and consumables for gas welding. Acetylene and oxygen cylinders are enough for the installation of four heating batteries
The molten metal, cooling down, creates a strong and very reliable connection of the parts being welded together. Most often, using gas welding, steel pipes are fastened, the diameter of which does not exceed 100 mm. A competently performed replacement of heating batteries by gas welding reduces to zero the probability of a heating system breakthrough in welded areas, since the seam due to fusion of solder is much stronger than the material of the main pipes.
Only professional gas welders who have a certificate of education in this specialty are allowed to install heating batteries using gas welding. In addition, the welder must have a valid fire safety permit. It is desirable that the specialist has experience (excellent, if many years) of gas welding.
Gas welding works are carried out in overalls, in special glasses with a protective shield that prevents the eyes from catching "bunnies", as experienced welders say. We must not forget about gloves that protect the skin of the hands from the effects of negative factors.

The obligatory equipment of a gas welder includes such protective equipment as glasses, a visor, and work gloves. All of these items are intended for gas welding.
Please note that at the moment in apartment buildings there is a ban on carrying out gas welding without obtaining permission from the authorized bodies. Violators of this legislative provision face an impressive fine.
The obligatory equipment of a gas welder includes such protective equipment as glasses, a visor, and work gloves. All of these items are intended for gas welding.
The main types of welded joints
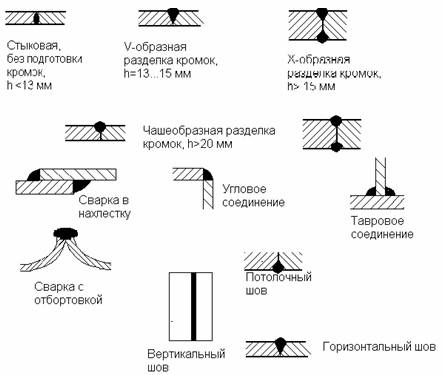
Types of welded joints
According to their location in space, the seams are divided into the following types:
- angular - parts are at an angle;
- tee - connection of the end and side of the elements;
- butt - pipes are connected in one plane;
- overlapping - parts are superimposed on each other;
- end - the abutment of the lateral surfaces of the fragments.
In the course of work, the master chooses the most convenient and appropriate method of welding parts for himself.
Argon-arc method
It is necessary to weld gas pipelines using TIG (Tungsten Insert Gas) technology using refractory tungsten-based electrodes. It creates an electric arc, under the influence of which:
- the edges of the butt joint are melted (when working on thin-walled pipes and rolled products from st.10, st.20);
- the melt is formed by heating the filler wire.
When welding main pipelines, rectifiers or inverters are used.A cloud of shielding gas is created over the entire working surface, argon is ionized at reverse polarity.
Features of work:
- walls up to 4 mm are boiled from top to bottom so that the melt evenly fills the joint;
- thick-walled rolled products are best cooked in the lower position or from the bottom up;
- each of the penetrations starts at a different point with an overlap of up to 30 mm;
- argon is supplied before the arc is ignited, the supply ends after the upper part of the connection has solidified (minimum exposure 20 seconds);
- for welding high-alloy stainless alloys I use FP 8-2 flux, shielding gas is supplied to the inside of the pipe to protect the inner surface of the seam;
- spacer rings for rolled products with a wall over 10 mm are not used.
The strength of the operating current depends on the chemical composition of the alloy, the thickness of the rolled product. Possible values are from 150 to 500 A. According to the amperage, the diameter of the electrode is selected.